Sensors for Diverse Industrial Applications
At MTC Sensors Philippines, we provide reliable measurement and control solutions for a wide range of industries across the country. From process automation to environmental monitoring, our instruments help improve efficiency, safety, and product quality in every operation.
Sensor Solutions for Every Industry in the Philippines

Food & Beverage
Maintain consistent product quality and ensure safety in food and beverage processing.

Manufacturing & Industrial Automation
From production lines to machine maintenance, accurate measurement ensures reliability and process optimization.

Oil, Gas & Petrochemical
Enhance safety and efficiency in demanding oil and gas environments with reliable, explosion-proof instrumentation.

HVAC, Clean Room & Environmental
Maintain safe and comfortable indoor environments and ensure compliance with air quality standards.

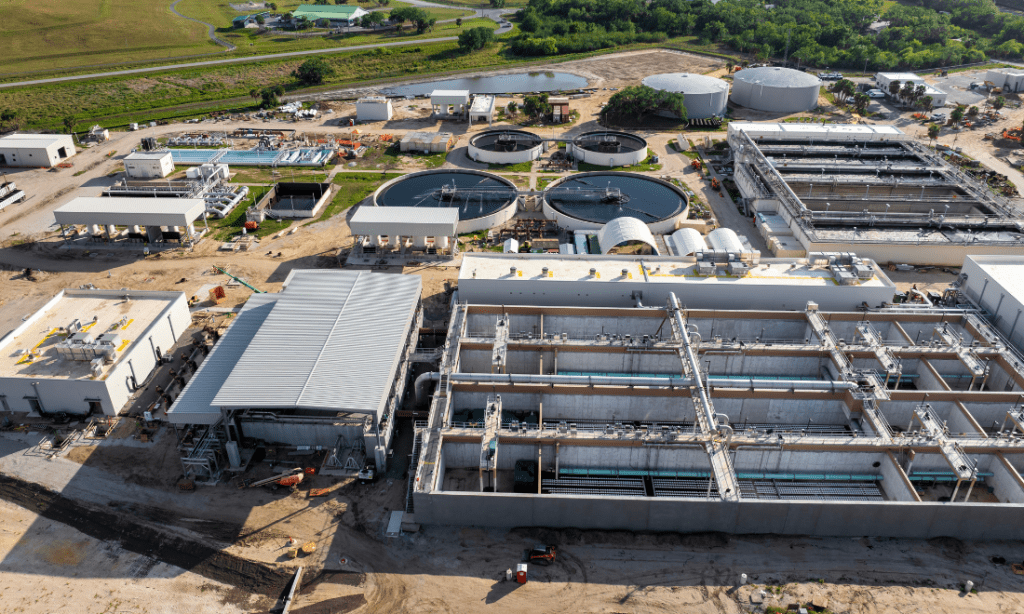
Water & Wastewater Treatment
Achieve precise monitoring and control in water purification and wastewater management facilities.

Cement & Construction
Ensure product quality, reduce waste, and protect workers in harsh and dusty environments. We supply rugged instruments built to handle the extreme conditions of cement and construction operations.

Pharmaceutical & Chemical
Achieve precision, compliance, and consistency in chemical and pharmaceutical processes.
Marine & Power Generation
Durable and corrosion-resistant sensors for shipboard and power plant applications.
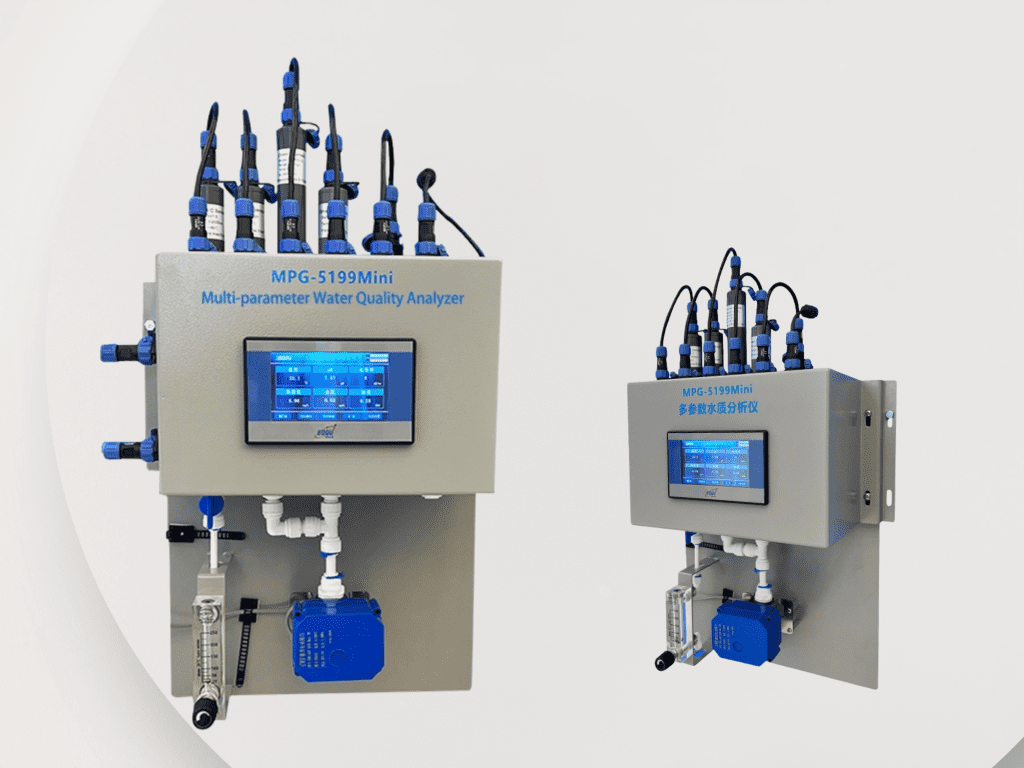
Analyzers & Sensor Solutions for Water
Water Online Quality Meter
- Dissolved Oxygen Meter
- Online Conductivity Meter
- Industrial pH/ORP Meter
- Residual Chlorine Meter
- Online COD BOD Analyzer
- Online Turbidity Meter
- Water Quality Multi-Parameters
- Suspended Solid Meter
- Online Ion Meter
- Acid Alkali Concentration Meter
- Online Color Meter
- Industrial Silicate Meter
- Online Phosphate Analyzer
- Online Sodium Meter
- Online Oil-in-Water Analyzer
Water Quality Sensor
- pH/ORP Sensor
- Dissolved Oxygen Sensor
- Conductivity Sensor
- Residual Chlorine Sensor
- Online Chlorophyll/Blue-green Algae Sensor
- COD Ammonia Nitrogen Sensor
- Turbidity Sensor
- Suspended Solid Sensor
- Multi-parameter Water Quality Probe
Portable Water Quality Meter
- Portable Residual Chlorine Meter
- Portable pH/ORP Meter
- Portable Conductivity Meter
- Portable Dissolved Oxygen Meter
- Portable COD Ammonia TP TN Analyzer
- Portable Turbidity TSS Meter
We offer industrial-grade sensors and instruments that deliver accurate data, enhance process safety, and improve operational efficiency across all applications.
The type of equipment might include sensors and monitors for Pressure, Temperature, Level, Moisture, Brix, Thickness, Dust, Particles, Gas Detection, Liquid Monitoring, Steam Quantifying, Vibration and many more. It is not possible to list all the types of sensors and instrumentation available, so if you are looking to buy equipment related to industrial processes, then we hope to be of service where we can.
Find the Right Sensors for Your Industry:
Select your industry below to see recommended sensors
Food & Beverage
Manufacturing & Industrial Automation
Oil, Gas & Petrochemical
HVAC, Clean Room & Environmental
Water & Wastewater Treatment
Cement & Construction
Pharmaceutical & Chemical
Marine & Power Generation
Food & Beverage
Common Sensors Used :
Moisture Meters | measure moisture content in grains, powders, and raw materials
Brix Monitors | monitor sugar concentration and liquid consistency
Temperature & Pressure Transmitters | ensure proper cooking, pasteurization, and fermentation conditions
Gas Detectors | detect leaks of CO₂ or other process gases in production areas
_________________________________________________________________________
Proper measurement and control in food processing ensures:
- Consistent product quality and taste
- Compliance with safety and hygiene regulations
- Reduced waste and optimized production efficiency
- Prevention of equipment damage and downtime
Important Features of Sensors Used in the Food & Beverage Industry:
- High Accuracy: Reliable measurements for consistent product quality
- Hygienic Design: Sanitary sensors compatible with food-grade standards (3A, FDA, EHEDG)
- Durable & Reliable: Built for continuous operation in wet, hot, or corrosive environments
- Real-Time Monitoring: Enables fast process adjustments for optimal efficiency
- Flexible Integration: Suitable for pipelines, tanks, conveyors, or packaging lines
Manufacturing & Industrial Automation
Common Sensors Used :
Pressure Transmitters | monitor hydraulic, pneumatic, and process pressures
Oil Meters | measure fluid and gas flow in automated systems
Temperature Sensors & Transmitters | control process temperatures in heating, cooling, and molding applications
Level Sensors | detect material levels in tanks and silos
Vibration and Condition Monitoring Sensors | Electric Motor Checker | track equipment health to prevent mechanical failure
_________________________________________________________________________
Modern manufacturing relies heavily on accurate, real-time data to maintain consistent product quality and safe operations. Our sensors enable:
- Continuous monitoring of production lines and equipment conditions
- Automatic control of temperature, pressure, and flow
- Predictive maintenance through smart sensor data integration
- Improved operational safety and efficiency
Seamless connection with PLCs, SCADA, and IoT systems
Important Features of Sensors Used in the Manufacturing & Industrial Automation Industry:
High Precision & Repeatability: Ensures consistent product output
Durable Construction: Suitable for harsh industrial environments
Fast Response Time: Supports high-speed automation processes
Smart Integration: Compatible with digital and analog control systems
Energy-Efficient Design: Reduces operational costs and downtime
Oil, Gas & Petrochemical
Common Sensors Used :
Fixed Gas Detectors | detect toxic, combustible, or flammable gases in confined or open areas
Pressure Transmitters | monitor pressure in pipelines, tanks, and compressors
Radar Level Gauges | measure liquid and solid levels in storage tanks
Oil Meters | track oil, fuel, and gas flow for production and distribution control
Liquid Density Meters | monitor product quality and composition in refining processes
Temperature Sensors & Transmitters | ensure proper control in heaters, exchangers, and reactors
_________________________________________________________________________
Process accuracy and safety are vital in hazardous environments where a single fault can lead to costly downtime or safety risks. Our sensors enable:
- Continuous monitoring of gas leaks and pressure variations
- Safe operation under explosive (ATEX/Ex) conditions
- Real-time data for preventive maintenance and control
Compliance with strict industry and environmental standards
Important Features of Sensors Used in the Oil, Gas & Petrochemical Industry:
Explosion-Proof & Intrinsically Safe: Designed for use in hazardous zones (Ex-certified)
High-Temperature & Pressure Tolerance: Built for demanding process conditions
Corrosion-Resistant Materials: Suitable for harsh chemicals and fuels
Precise & Stable Measurements: Ensures consistent performance and safety
Integration Ready: Compatible with PLC, SCADA, and process control systems
HVAC, Clean Room & Environmental
Common Sensors Used:
Air Particle Counters | measure dust and particulate contamination in clean rooms
Airflow Meters & Velocity Sensors | monitor and optimize ventilation systems
Gas Detectors | detect CO₂, VOCs, and other environmental gases
Pressure Sensors & Differential Pressure Transmitters | maintain proper airflow and pressure differentials in critical areas
_________________________________________________________________________
Environmental sensors are designed to continuously monitor air quality, temperature, humidity, and particulate levels. These parameters are vital for:
- Maintaining cleanroom standards and contamination control
- Ensuring proper HVAC system operation and energy efficiency
- Monitoring indoor air quality for health and safety compliance
Supporting regulatory standards such as ISO 14644, GMP, and FDA requirements
Accurate measurements allow timely adjustments and prevent costly contamination or process disruptions.
Important Features of Sensors Used in the HVAC & Environmental Industry:
High Accuracy: Reliable readings for temperature, humidity, airflow, and particulates.
Real-Time Monitoring: Continuous data collection for proactive environmental management.
Durable and Reliable: Designed for long-term operation in controlled or industrial environments.
Flexible Installation: Suitable for ducts, ceilings, walls, or portable use.
Compliance Ready: Helps meet ISO, GMP, and cleanroom standards.
Water & Wastewater Treatment
Common Sensors Used :
pH & ORP Sensors | monitor acidity and oxidation-reduction potential in treatment processes
Level Sensors & Transmitters | maintain proper tank, reservoir, and basin levels
Pressure Transmitters | ensure reliable pumping and pipeline operations
Fixed Gas Detectors | detect toxic or combustible gases in confined treatment areas
_________________________________________________________________________
Effective water and wastewater treatment depends on real-time monitoring of chemical, physical, and flow parameters. Key benefits include:
- Ensuring treated water meets health and environmental standards
- Reducing operational costs through process optimization
- Preventing equipment damage and process failures
Minimizing environmental impact
Important Features of Sensors Used in the Water & Wastewater Industry:
High Accuracy: Reliable readings for pH, ORP, flow, level, and pressure
Durable & Corrosion-Resistant: Built for harsh water, sludge, and chemical environments
Continuous Monitoring: Supports real-time process adjustments
Easy Integration: Compatible with SCADA and PLC systems
Regulatory Compliance: Helps meet local and international water quality standards
Cement & Construction
Common Sensors Used :
Cement Moisture Sensors | monitor moisture in raw materials and finished products
Broken Cement Bag Detectors | detect compromised packaging in production lines
Level Switches & Level Sensors | measure material levels in silos, bins, and hoppers
Pressure & Temperature Transmitters | for kiln, silo, and process monitoring
Dust & Air Particle Monitors | maintain safe air quality and comply with environmental regulations
_________________________________________________________________________
The cement and construction industry operates in dusty, abrasive, and high-temperature environments, where measurement errors can cause production delays or quality issues. Key benefits of using specialized sensors include:
- Accurate monitoring of moisture, temperature, and material levels
- Early detection of process issues to reduce downtime
- Improved product quality and consistency
Enhanced safety for workers in hazardous conditions
Important Features of Sensors Used in the Cement & Construction Industry:
Durable & Rugged: Built for high-dust, high-vibration, and abrasive environments
High Accuracy: Reliable measurements for process optimization
Easy Installation & Maintenance: Designed for industrial tanks, silos, hoppers, and conveyors
Resistance to Harsh Conditions: Handles high temperatures, humidity, and abrasive dust
Real-Time Monitoring: Enables proactive maintenance and quality control
Pharmaceutical & Chemical
Common Sensors Used :
Pressure Transmitters | ensure consistent vessel and reactor pressure control
Temperature Sensors & Transmitters | maintain precise thermal conditions during reactions and sterilization
pH & Conductivity Sensors | monitor solution purity, concentration, and quality
Oil Meters | measure liquid chemicals and solvents with accuracy
Level Sensors | detect tank levels in reactors, storage tanks, and mixing vessels
Gas Detectors | monitor for toxic or flammable gases in production or storage areas
_________________________________________________________________________
Precision and reliability are key in industries where even the smallest deviation can affect quality or safety. Our sensor solutions are engineered to deliver:
- Accurate measurement of temperature, pressure, flow, and level in complex processes
- Continuous monitoring for hazardous gases and environmental conditions
- Compliance with GMP, FDA, and 3A sanitary standards
- Corrosion-resistant performance for aggressive chemical environments
Integration with automated process control systems
Important Features of Sensors Used in the Pharmaceutical & Chemical Industry:
High Accuracy & Stability: Maintain product quality and batch consistency
Sanitary & Hygienic Design: Available in 3A-certified and clean-in-place (CIP) compatible models
Chemical-Resistant Materials: Suitable for solvents, acids, and corrosive substances
Explosion-Proof & Intrinsically Safe Options: For handling volatile or reactive chemicals
Easy Integration: Compatible with PLC, SCADA, and automation systems
Marine & Power Generation
Common Sensors Used :
Pressure Transmitters | for monitoring fuel, oil, and hydraulic pressures
Temperature Sensors & Transmitters | for engines, turbines, and exhaust systems
Oil & Gas Meters | measure fuel, lubrication oil, and coolant flow
Level Sensors | detect liquid levels in ballast tanks, fuel tanks, and water reservoirs
Vibration Sensors | monitor rotating equipment such as pumps, generators, and motors
Gas Detectors | detect combustible or toxic gases in confined or hazardous areas
_________________________________________________________________________
Whether it’s for monitoring engine performance or ensuring safe energy distribution, sensors play a key role in maintaining continuous and reliable operations. Our solutions help:
- Monitor equipment and environmental conditions in real time
- Detect anomalies before they cause costly failures
- Support compliance with maritime and environmental regulations
- Optimize energy efficiency and system performance
Integrate easily into automation and control systems
Important Features of Sensors Used in the Marine & Power Generation Industry:
High Durability: Built to withstand vibration, moisture, and corrosive environments
High Accuracy: Provides precise measurement for efficient performance monitoring
Explosion-Proof and IP-Rated Options: Suitable for engine rooms and hazardous zones
Corrosion-Resistant Materials: Designed for seawater and harsh chemical exposure
Digital & Analog Compatibility: Integrates seamlessly with control and monitoring systems