

Food Grade Sanitary Valve Connection
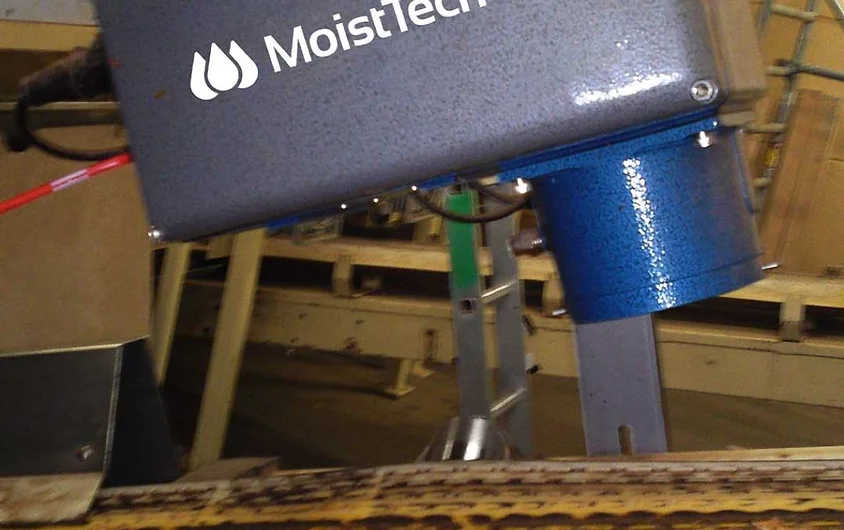
Manufacturing food components such as dressings, sauces, soft cheeses, chocolate, condiments and more, requires a consistent moisture content throughout the process which can be a time consuming process – but not with MoistTech. The NEW Food Grade Sanitary Valve Connection allows for users to test moisture content during production, directly in the pipeline.
Why?
MoistTech’s Food Grade Sanitary Valve Connection allows for the instant measurement of moisture through a pipeline by seamlessly installing within the pipe.
The Food Grade Sanitary Valve Connection is designed to be adapted to the process pipeline conveyed material, allowing the material to flow directly against the NIR detector without wasting or contaminating the product.
Ensures consistent moisture content throughout the production process
Eliminates time-consuming moisture testing procedures
Enables real-time moisture content testing directly in the pipeline
Monitor – Continuously monitor product quality to increase and improve efficiency and process optimization
Maintain– Product quality & integrity throughout the manufacturing process with optimal equipment
Reduce – Waste product, energy costs and downtime
Improve – Optimize processes, improve plant efficiency and increase the bottom line
Adjust – Allows operational personnel to make crucial on-line adjustments in real-time